Pet Preform Mold
The Best Pet Preform Mold Manufacture!
We are specializing in manufacturing and exporting injection-molding machines, with the shot weight 60-10000grams and clamping force 60-1600tons.
Why Choose Us
Quality Guaranteed
The most notable is the ISO9001 Quality Certificate (Registered by Germany TUV Management Service). Our company is accredited for meeting international standards in management responsibility, quality control, design control, process control, customer service, and other key criteria.
Global Sales Network
Our machines are sold to more than 20 provinces in China and exported to the Middle East, Southeast Asia, Russia, Middle Asia, and Africa.
Rich Experience
We have decades of knowledge and experience to execute precise manufacturing, our high-quality SZ series automatic computerized injection molding machines and their downstream equipment using imported hydraulic and electrical seals.
Wide Product Range
Our products include general injection molding machines, servo injection molding machines, bottle cap injection molding machines, bucket/crate injection molding machines, blow molding machines, plastic mould, etc.
-
 8 Cavity Pet Preform Mould8 Cavity Pet Preform Mould is made of high-quality mold steel, with a metallic luster, smooth andAdd to Inquiry
8 Cavity Pet Preform Mould8 Cavity Pet Preform Mould is made of high-quality mold steel, with a metallic luster, smooth andAdd to Inquiry -
 Pet Preform Hot Runner MouldsPet Preform Hot Runner Moulds are manufactured by us using advanced computer systems and advancedAdd to Inquiry
Pet Preform Hot Runner MouldsPet Preform Hot Runner Moulds are manufactured by us using advanced computer systems and advancedAdd to Inquiry -
 Pet Preform Injection MoldingWe are an integrated service enterprise integrating product design, production and sales. TheAdd to Inquiry
Pet Preform Injection MoldingWe are an integrated service enterprise integrating product design, production and sales. TheAdd to Inquiry




- Tel: +86-512-58451000
- Mob: +86-13601562785
- Email: cch@shenzhoumac.com
- Add: Fenghuang Town, Zhangjiagang City, Jiangsu Province, P.R.China
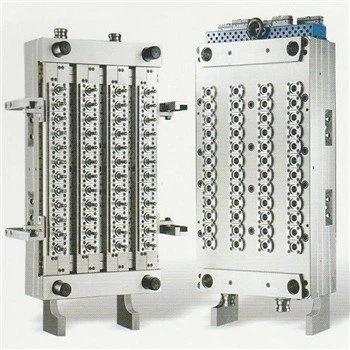
Pet Preform Mold is the equipment used to make and process various plastic bottles. It is used to cast a PET bottle preform first, using an injection molding machine. Then put this bottle blast into a blowing mold, like a spout blowing up, the bottle will expand and finally form the shape of the mold. Then the bottle is cooled and molded to get the desired bottle.
Pet Preform Mold has a wide range of applications and is favored by more and more manufacturers because of its high quality, energy saving, high efficiency and long service life. It can fully realize automatic embryo feeding and automatic bottle discharging without manual operation, which is safer and saves labor cost compared with semi-automatic blow molding machine. The automatic blowing machine needs to produce the maximum bottle capacity according to the bottle caliber, which is very convenient.
PET preforms are the "primary" way to manufacture a plastic container, which goes through a softening process to introduce it into a mold that has the final shape of the product, and then pressurized air is introduced. The size of its thread, its weight, and its color are characteristics that the bottles made with this technique will have. One of the main advantages of PET preforms is that they offer the possibility of adapting to the needs of different market sectors.
Benefits of Pet Preform Mold
Cost Efficiency
By optimizing cycle times and minimizing material waste, these machines offer cost savings over traditional manufacturing methods.
Product Consistency
The precision and repeatability of injection molding ensure uniformity in preform dimensions and quality, meeting stringent industry standards.
Versatility
Injection Mould for PET preformss can accommodate a wide range of bottle designs and sizes, catering to diverse packaging needs.
Environmental Sustainability
Efficient manufacturing processes and recyclable PET material contribute to a more sustainable packaging ecosystem.
Design Considerations for PET Preform Molds



Gate Design: The selection and design of gates are critical for controlling material flow and minimizing gate vestige in PET preform molds. Hot runner systems with pinpoint or valve gate configurations offer precise control over gate opening and closing, resulting in clean, flash-free parts. Proper gate location and size are also crucial for achieving uniform filling and minimizing stress concentrations in the preform.
Cooling System: Efficient cooling is essential for achieving fast cycle times and preventing part defects such as warping or shrinkage. PET preform molds typically feature complex cooling channel layouts to ensure uniform cooling throughout the mold cavity. Utilizing advanced cooling technologies, such as conformal cooling or water-based cooling inserts, maximizes heat transfer and enhances cooling efficiency.
Core and Cavity Design: The design of the core and cavity directly influences part geometry, surface finish, and dimensional accuracy. Smooth, polished surfaces and precise machining tolerances are essential for producing PET preforms with high clarity and aesthetics. Incorporating features such as draft angles, ribs, and venting ensures easy part ejection and minimizes air entrapment during molding.
Wall Thickness Uniformity: Maintaining consistent wall thickness is critical for ensuring structural integrity and visual appeal in PET preform molding. Uniform wall thickness reduces the risk of part defects such as sink marks or stress cracking. Utilizing advanced simulation software allows engineers to optimize wall thickness distribution and identify potential areas of concern before manufacturing.
Material Handling and Drying: PET resin is hygroscopic and susceptible to moisture absorption, which can lead to defects in the final part. Proper material handling and drying protocols are essential for maintaining resin quality and preventing processing issues. Vacuum drying systems and desiccant dryers ensure that PET resin remains free from moisture contamination throughout the molding process.
Ejection System: The ejection system plays a crucial role in the demolding of PET preforms without causing damage or distortion. Utilizing precision ejection mechanisms, such as air ejection or mechanical lifters, ensures smooth and consistent part release. Properly designed ejection pins or sleeves prevent deformation of the preform neck and threads during ejection.
Pet Preform Mold The Injection Molding Process
Mold Cavity Creation: The process begins with the design of a mold cavity, which represents the desired shape of the PET preform. These cavities are typically made from high-grade steel to withstand the stress and high temperatures of the injection molding process.
Plastic Resin Injection: Small pellets of PET resin are fed into the injection molding machine's hopper. The pellets are heated and melted, forming a molten plastic material.
Injection into the Mold: The molten plastic is then injected into the mold cavity under high pressure. This ensures that the material flows into every nook and cranny of the cavity, creating a precise and uniform preform shape.
Cooling and Solidification: After injection, the mold with the molten plastic is allowed to cool and solidify. Cooling time is carefully controlled to achieve optimal results.
Ejection: Once the preform has solidified, the mold is opened, and ejector pins push the preform out of the cavity.
Applications of Pet Preform Mold
Beverage Industry
PET preform molds are commonly used to produce preforms for beverage bottles, such as water bottles, carbonated drinks, juices, and sports drinks.
Food Industry
PET preform molds are used to produce preforms for food packaging containers, such as jars, tubs, and trays.
Pharmaceutical Industry
PET preform molds are used to produce preforms for pharmaceutical bottles and containers, such as medicine bottles and vials.
Cosmetics Industry
PET preform molds are used to produce preforms for cosmetic packaging, such as shampoo and conditioner bottles, lotion bottles, and cosmetic jars.
6 practical tips for troubleshooting common issues with PET preform injection molding
|
Common issue |
Reason |
Solution |
|
1. Crystallizing whitening |
-Insufficient material drying -(Temperature whitening) The front of hot runner and nozzle temperature are low -(Stress whitening) the holding pressure is too high |
-Resin dehumidifying (≦70ppm) -Raise the temperature of the front of hot runner and nozzle -Reduce the pressure holding time |
|
2. Black dots at surface |
-Screw design problem -The raw materials are polluted or have impurities in them -Nozzle outlet and R angle do not match with the mold -There is a blind spot in the design of the hot plate runner. |
-Use screw design of L/D ratio ≧25 with flight fine grind to Ra1~1.2 |
|
3. Yellowish |
Dehumidified material left too long (9-10hrs) before use. |
Adjust output volume and dehumidifying volume (need to consume within 8hrs) |
|
4. Bubble formed in preform |
-Screw L/D design is too small, resulting in too short compression zone with excessive shear -RPM setting too high -Few happens when the air is sucked in due to prolonged suck back. |
-Use screw design of L/D ratio ≧25 with flight fine grind to Ra1~1.2 -Lower the RPM -Make sure size of carriage cylinder strong enough for the duty, nozzle center and R angle must be correctly matching, appropriately adjust suck back position. |
|
5. Shrinkage led to uneven thickness |
-Shrinkage problem: Insufficient pressure holding -Uneven thickness: Mostly due to poor concentricity of the mold. |
-Increasing pressure holding time, increasing cooling time. -Check concentricity of the product – rectify mold accordingly. |
|
6. Not transparent |
-Insufficient dehumidification of the resin. -The problem of heat storage from mold itself. |
-Make sure resin dehumidify to (≦70ppm) -Avoid machine in the heating zone, preferably placed in an air conditioned room. Make sure cavity side and mold opening area is well cooled with A/C. |
6 Tips to Consider When Purchasing Injection Molds
Part design is the most important aspect of long-term molding success. You don't want to quickly approve a plastic part design only to find out later that it is plagued with features that are not friendly to injection molding. Real design creativity comes from minds that can find attractive solutions that considers manufacturing process limitations. The best outcomes occur when the part designer, mold maker and injection molder work together collaboratively.
Proper risk management, effective communication and realistic timelines are critical to production success. Anticipating potential issues and budgeting for them during the planning stages will help the project stay on schedule and close to budget. For example, planning and communicating for a possible mold re-cut to bring plastic features into the appropriate tolerance range after the initial mold sampling.
Consider cost savings on tooling wisely. No amount of savings is worthwhile if it compromises the ability to maintain the condition of the mold, has the potential to affect part quality, or complicate start-up and daily production. Relatively small tooling savings will be dwarfed by the cost of scrap, drain of resources, lost time and repair activities, so carefully consider how cost savings can impact overall efficiency.
Take your time with the mold design review. This is your chance to get it right before it is too late. The focus should be on mold filling, cooling, and ejection attributes. Simulation data and documented prior experience should justify most of the decisions. When it comes to ejection, ask yourself why the part would remain on the tool's ejection side in every cycle and be convinced it can be removed without damage.
Standardize mold features to save time and money. Make sure you supply the mold maker with standards for clamp slots, lift bars and connection sizes. You also need to provide location preferences for utilities including air, water, oil electric, etc. Otherwise the mold might need replumbing when it arrives or if it is moved to other machines.
Check in with the shop floor and quality groups before a new tool arrives. This is the time to ensure your team has what they need to hang the mold efficiently and measure the parts. Some items to review are the number of ports on water manifolds, availability of controllers for hot runners and coolant, heater cables and plugs, fittings, hoses, bolts, lifting straps, etc.
Treatments that extend the life of a PET preform mould
Given the cost of an injection mould and its importance it is advisable to make use of the services to extend its working life that are provided by the manufacturers.
For example, making use of experts who assess the actual efficiency of a mould that has been in production for some time means that faults can be identified and eliminated promptly, returning to the production of high quality preforms.
Other operations such as conversion and refurbishment, thermal treatment and coatings that make the surfaces of components stronger and better lubricated, also extend the life of the mould considerably.
The slowdown of wear is truly incredible and manufacturers of moulds can guarantee over 10 million cycles, whereas without these treatments the limit would be approximately 5 million cycles.
Certifications
Our company is accredited for meeting international standards in management responsibility, quality control, design control, process control, customer service, and other key criteria.

Our Factory
Located in Zhangjiagang City of China, our company is near many big cities of Shanghai, Nanjing, Suzhou, Wuxi, and Nantong, with convenient traffic.


FAQ
We're well-known as one of the leading pet preform mold manufacturers and suppliers in China. We warmly welcome you to or wholesale customized pet preform mold for sale here from our factory. All products made in China are with high quality and competitive price.
mold high quality making process, 8 Cavity Pet Preform Mould, black mold